Hallo in die Runde,
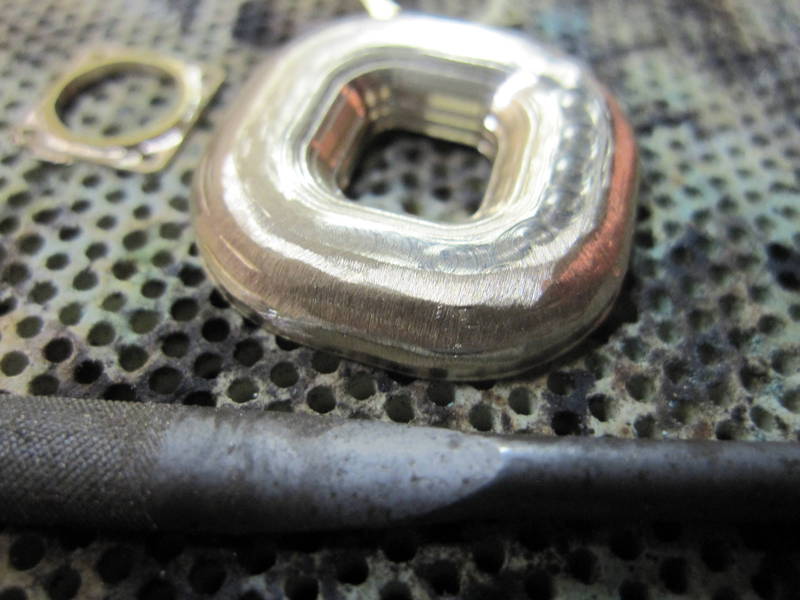
vielen Dank für die Tips. Nach einigen Stunden des zeichnens hab ich den auf dem Foto abgebildeten Ring ausgefräst. Schreibt und liest sich einfach, war es aber bei leibe nicht.
Erstellt habe ich den Verlauf von runden 80 Fräsbahnen (innen und aussen) mit meinem Zeichenprogramm, feste Größe war dabei die Tiefenzustellung (bei mir Z) die bei 5/100mm anfing ind nach 14 Bahnen in 1/10mm überging. Davon abhängig wurde die X Achse "angepasst". Es mög Fräsprogramme geben die dies automatisch machen oder "können" bei meinem (PC Dreh) geht es nicht. Da zum Fräsen ein 3mm Fräser mit 0,2mm Eckenradius genommen werden sollte konnte ich auf diese Art die Radienkorrektur mit einrechnen.
Nach dem Erstellen der dxf Datei müssen diese in einem Konverter nach HPGL umgewandelt werden damit ich sie in das Fräsprogramm einlesen kann.
gefräster Ring (Wolfgang Rabsahl)
Hier passierte nun der Fehler, der das Ganze sehr langwierig machte: bei der Konvertierung wurden Fräsbahnen verschoben oder abgekürzt. Dies bedingte ein "Zerlegen" der gesamten Bahnen in Dateien mit nur 2 Bahnen. Vielleicht lag es an den relativ nahe beieinander liegenden Bahnen, lässt sich zur Zeit nicht genau sagen.
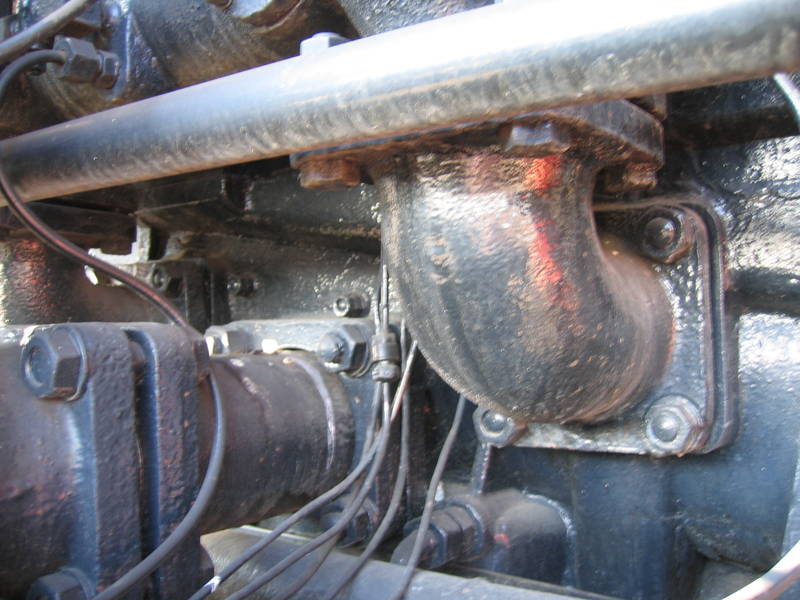
Der Ring ist für mich quasi die Probe gewesen ob man mit PC Dreh auch Bögen mit einer geringen Oberflächenrauheit fräsen kann. Für die 85er stehen noch drei Bögen auf dem Programm und für die 78er ein Bogen (Übergang aussenliegender Wasserkasten zum Rahmentank). Alle Teile sind Urmodelle die abgegossen werden sollen, die Gegendruckbremse ebenso.
BR 85 Mittenzylinder (Wolfgang Rabsahl)
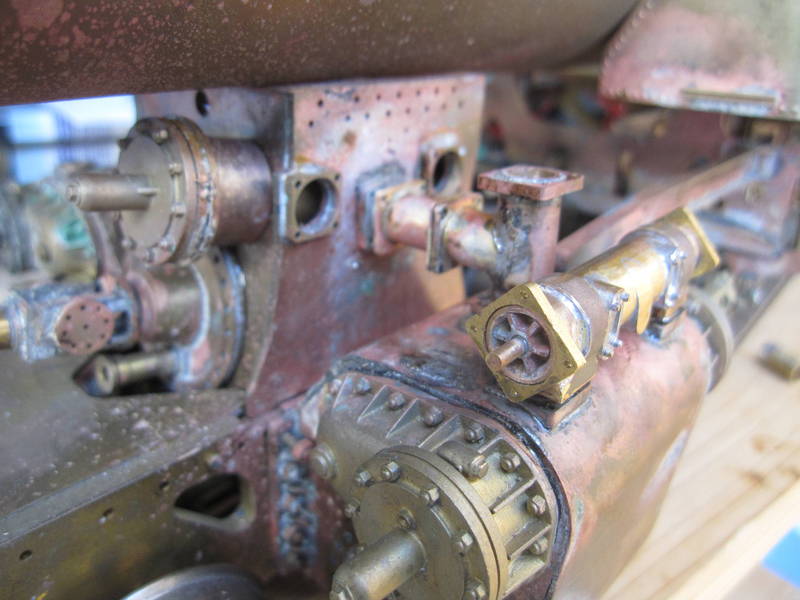
Hier sollen sie einmal reinkommen: die Flansche hab ich bereits gefräst und angelötet.
Einen schönen Tag noch
Wolfgang